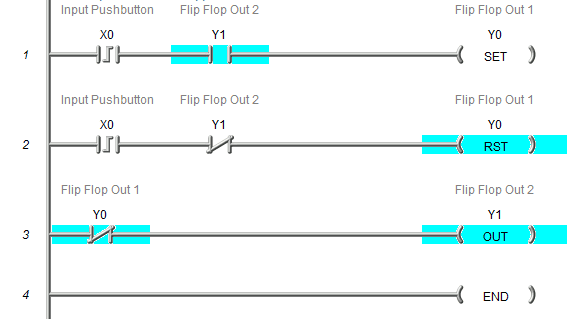
How to Make a One-Shot in the PLC
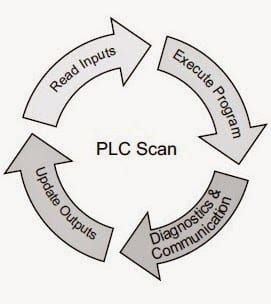
A one-shot in the PLC will turn an output on for one scan. This is used to trigger events that should only happen once. An example of this would be to increment a value in memory. If a one-shot is not used, then every scan of the PLC will increment the value. What is a … Read more