The Secret of Using Counters – PLC Programming
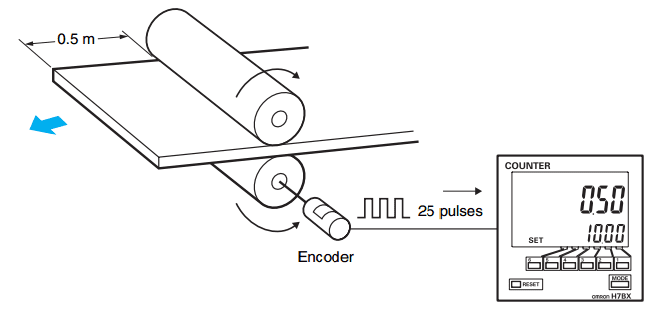
We will now look at the secret of using counters in the PLC. (Secret Using Counters) Counters are used in the majority of PLC programs. This is especially true if part of your SCADA system. Counters like the animated picture above count things. In this situation, we count the number of turns the little guy … Read more