Click PLC Drum Control: Traffic Light Sequencing Made Simple
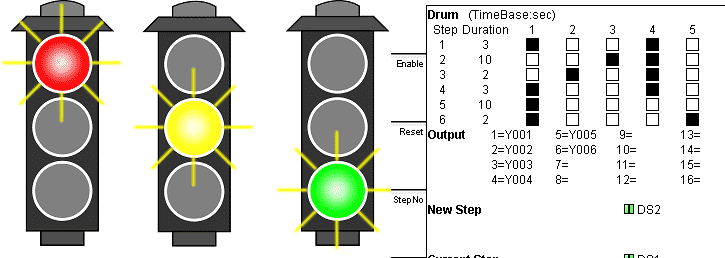
Drum instructions are great tools when you have a simple sequence of events that need to occur at a set time interval or as a result of an event. They mimic an electromechanical drum sequencer. The Click PLC has a drum in the instruction set. We will discuss the drum instruction and look at an … Read more