A collection of random thoughts on PLC programming and doing more than just basic logic and making your program intuitive.
PLC programs usually control the logic between the inputs and outputs. If this turns on and that is not on, then this output is on, blah blah blah. Programmable logic controller programs can go far beyond just basic logic. Modern processing power has enabled a lot more features that can be programmed.
Traditional PLC programs are written so everyone can understand ladder programming. This is not the case anymore. There should be no need for anyone to review the ladder program. Error messages, alarms, and sequencing should automatically make troubleshooting simple. If something is not working, your system should direct personnel on how and what to do to fix it.
Touch screens, LED indicators, stack lights, custom user error messages, display boards, and logging software are just a few methods of displaying information to the operator, electrician, mechanic, supervisors, managers, and equipment owners.
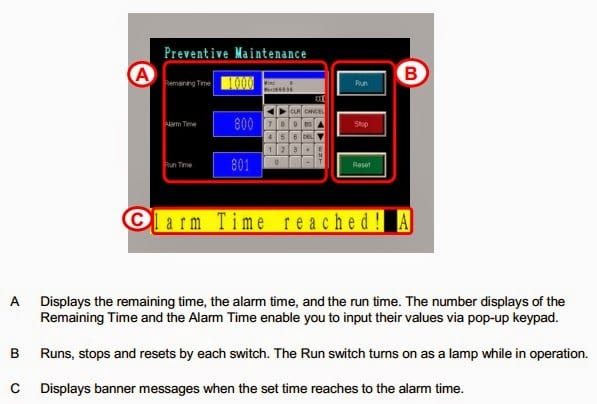
Your program can track the primary hours of operation and trigger maintenance events from these hours. What needs to be done after 100, 500, or 1000 hours? Just like the service on your car, you should plan for the service on your machine through the program.
If a pneumatic cylinder is used, here are a few things that you can track in the program:
- Number of cylinder cycles
- Life expectancy
- The time it takes to complete the cycle (Sensors on both ends of the cylinder)
- Determine if a seal is leaking
- The pressure of the incoming supply if multiple cylinders are monitored
Here is a good reference for Bimba Cylinders.
https://library.automationdirect.com/practical-guide-to-pneumatics-ebook/
Alarm Screens:
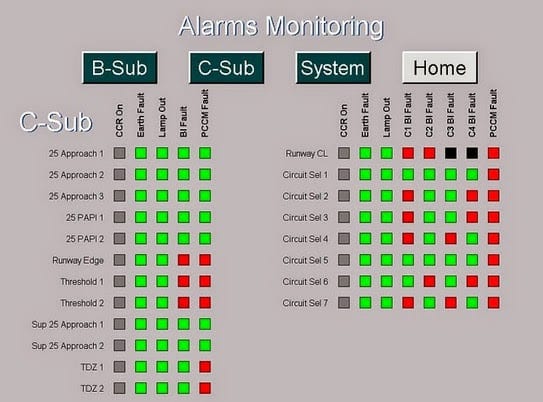
It is establishing sequencing of events that can be stepped through forward and backward can allow maintenance personnel to quickly troubleshoot the system without going through hundreds of lines of ladder logic.
Please see the following links for sequencing your program:
Building a PLC Program That You Can Be Proud Of – Part 1
Building a PLC Program That You Can Be Proud Of – Part 2
With Ethernet connections built into most modern PLC CPUs, it is now possible for the PLC to automatically send emails to your exchange server.
Automation Direct Do-More CPU is one of these PLCs.
https://www.automationdirect.com/adc/Shopping/Catalog/Programmable_Controllers/Do-more_Series_(BRX,_H2,_T1H)_PLCs_(Micro_Modular_-a-_Stackable)
When programming PLCs for logging data, information must be stored in the PLC for later retrieval. Most commercially available software for logging data does not consider the event of losing the communication cable. If an interruption on your communication lines happens, data cannot be retrieved from the PLC. The PLC can use indirect addressing to store the logged information. Logging software can read the pointer to the logged data, read the data, and then reset the lead. The duration and amount of information you are logging will determine how long the communication can be disabled before losing data. I usually log daily summaries as well as detailed information in the process. My detailed data will be lost in 2 hours, but my daily log will take one month.
What other options do you see with a modern PLC?
I look forward to your comments,
Garry
If you’re like most of my readers, you’re committed to learning about technology. Numbering systems used in PLCs are not challenging to learn and understand. We will walk through the numbering systems used in PLCs. This includes Bits, Decimals, Hexadecimal, ASCII, and Floating Points.
To get this free article, subscribe to my free email newsletter.
Use the information to inform other people how numbering systems work. Sign up now.

The ‘Robust Data Logging for Free’ eBook is also available as a free download. The link is included when you subscribe to ACC Automation.