
The Omron CP1H series of programmable logic controllers are programmed from CX-Programmer. CX-Programmer is part of the Omron CX-One Factory Automation Integrated Tool Package. This software package integrates support software for Omron PLC and other components. Traditionally you had to purchase and install individual support software compatible with each unit and then connect to each PLC and component. CX-One FA Integrated Tool Package eliminates this by providing one package for operating and setup of Omron PLCs, Special I/O units, components, networking start-up, and monitoring. This improves the efficiency of the PLC system start-ups. We will be looking at starting CX-Programmer within the CX-One Software package and starting a new project for our CP1H PLC. Let’s get started.
Previously in this CP1H series, we have discussed:
System Hardware – Video
CX-Programmer – Video
Establish Communication – Video
Setting, Forcing and Online Editing – Video
Numbering System and Addressing – Video
CP1H Timers – Video
Counters – Video
Data Movement – Video
Compare Instructions – Video
Data Shift Instructions
– Video Part 1
– Video Part 2
Math Instructions – Video
Data Conversion – Video
Program Control Instructions – Video
Table Data Instructions – Video
Data Control Instructions – Video
AdvancedHMI Communication – Video
One of the best pieces of literature on CX-Programmer is the CX-Programmer Introduction Guide. This will walk through step by step of the process of using the software. Here is the URL link for this free literature:
https://www.fa.omron.com.cn/data_pdf/mnu/r132-e1-05_cx-programmer.pdf?id=1605

Have a copy of this guide available when you start to program using the CX-Programmer software. It will also show how to customize the software if you are already familiar with Omron’s older software like Syswin. You can make the function keys operate in the same manner.
We will not cover the installation of the CX-One package that includes the CX-Programmer software. If you have any problems with the installation, there is an uninstall file on the installation disk. This file should be used in order to remove all of the software installed with the CX-One installation. CX-One software has been around for a number of years. You can now get your copy from many online stores such as Ebay at a reduced cost.
Starting Omron CX-Programmer
To start CX-Programmer select:
Windows Start | All Programs | OMRON | CX-One | CX-Programmer | CX-Programmer
This will start the software and a splash screen will now appear.
The version number and copyright information is displayed. I am using version 7.2 but the newest version is 9.6
After the splash screen, the initial screen will now be displayed.
Starting a New Project – Omron CX-Programmer
We will now start a new project. You can either click the white page icon, Ctrl + n, or from the main menu select File | New…
The Change PLC window now appears. We can set up the PLC on our system.
Device Name: AccPLC
Device Type: CP1H
Network Type: USB – Built into the CPU for programming the unit.
Comment: ACC Automation
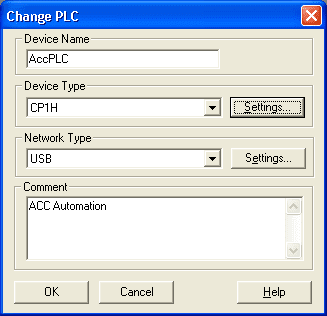
Next to the Device Type, you will see the Settings button. This will allow us to specify additional information on the CPU that we selected.

In our case, the CPU Type will be set for XA because our Omron model number is CP1H-XA40DR-A. We have no File Memory card so this is left as ‘None’. Notice that all items that cannot be set are dimmed out.
Hit OK, which will return you to the Change PLC window. Hit OK again.
Our main window now appears.
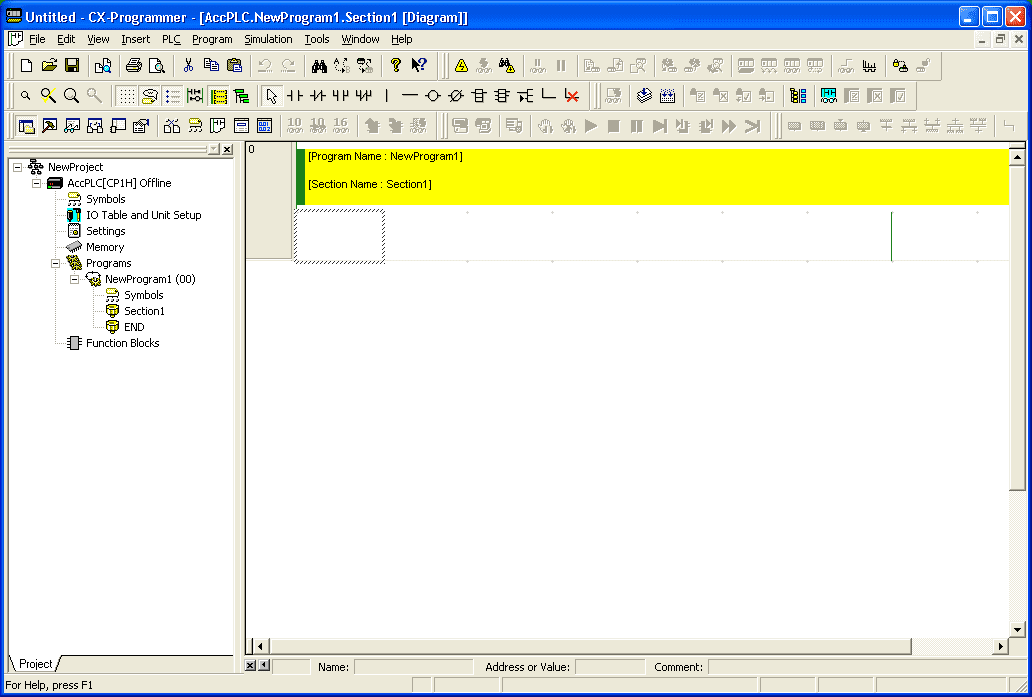
The two main areas of the main window are the Project Tree and the Ladder Window.
Project Tree – This is located on the left side has different sections of our system listed. This includes the CPUs we have on our network, the memory tables, programs, function blocks, etc.
Ladder Window – This is located on the right side of the screen. The Ladder Window is where we will draw our logic using the toolbars located at the top of the screen.
Saving our Project – Omron CX-Programmer
We can save our project by selecting the disk icon, Ctrl + s, or by using the main file menu and select File | Save.
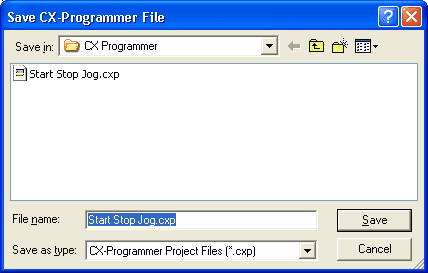
We will call this project file ‘Start Stop Jog’. You will see that the extension for a CX-Program file CXP.
Select ‘Save’. We now have the program saved.
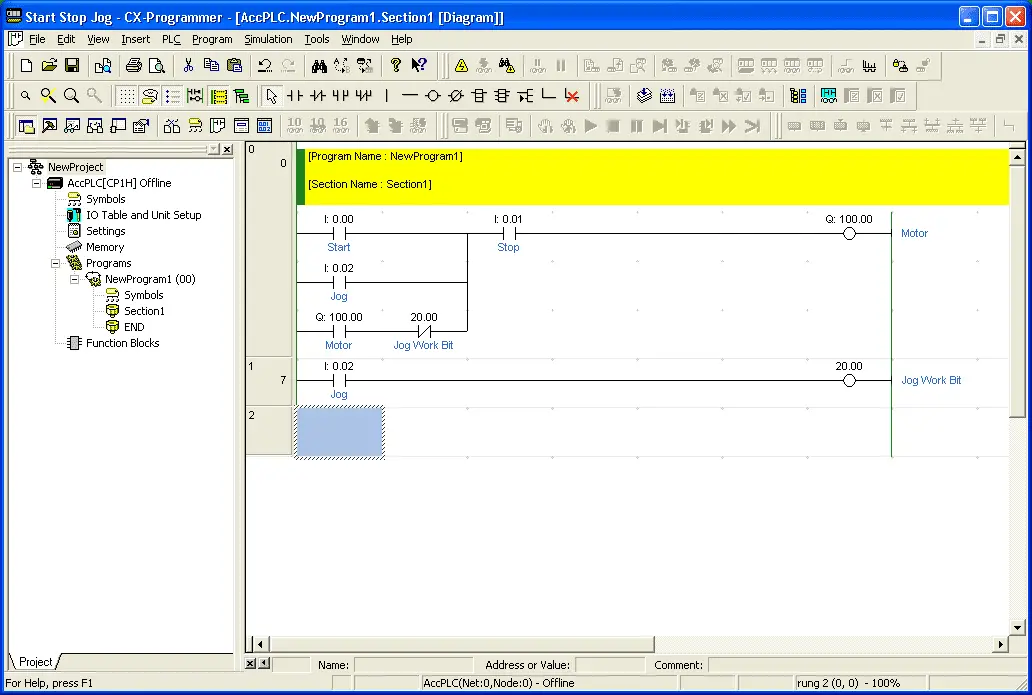
Click on ‘Section1’ of our project tree. This is where we can start to enter our ladder logic. You will notice that we have an ‘END’ section that contains an end statement rung. This is a basic requirement for any Omron program. It tells the processor that this is the end of the program logic; continue again at the beginning.
We will now enter ladder logic code in the Ladder Window of Section1. This logic will be a Start, Stop, Jog circuit.
An explanation of the logic used in this circuit can be found on the following posts:
How to make a Start / Stop / Jog Circuit in a PLC
Understanding the PLC Program Scan
Have your CX-programmer Installation Guide handy while programming in this logic.
Checking for Errors – Omron CX-Programmer
Once the logic has been entered, we can now check for errors. Select from the main menu, Program | Compile. You may also use Ctrl + F7 or the symbol on the toolbar that looks like a stack of papers and an arrow.
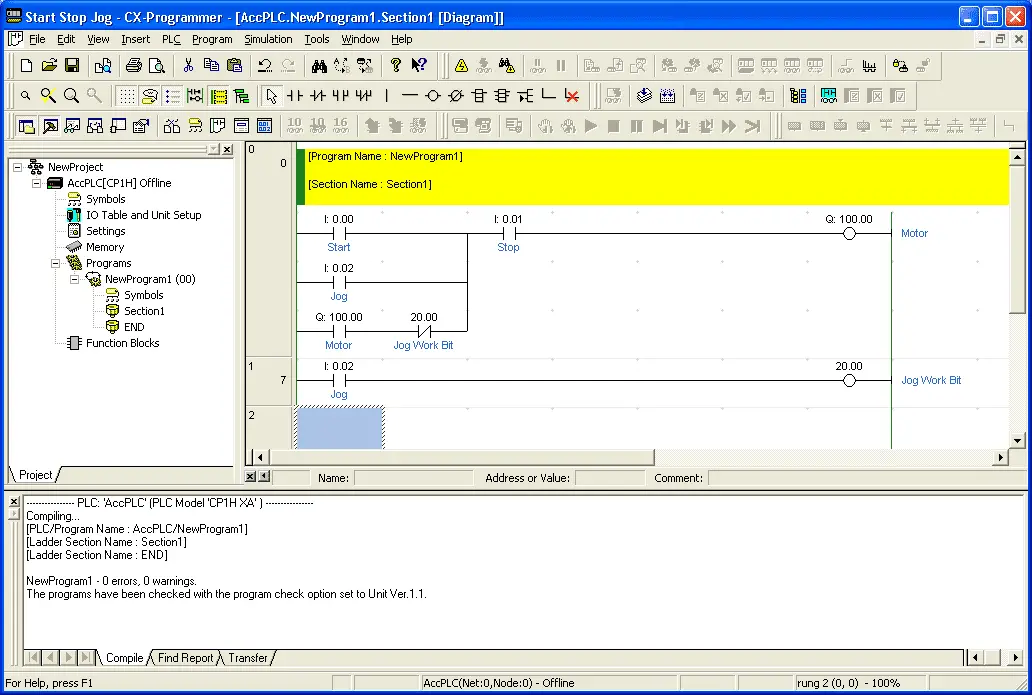
Any errors when compiling will now show up in the Output Window. In our case, we have 0 errors, 0 warnings.
Save the program.
See the actual programming of this circuit by watching the YouTube video below.
The following is a list of manuals associated with the CP1H programmable logic controller. See the descriptions for each of these manuals in the first post: Omron CP1H System Hardware
W450 – SYSMAC CP Series CP1H CPU Unit Operation Manual
W451 – SYSMAC CP Series CP1H CPU Unit Programming Manual
W342 – SYSMAC CS/CJseries Communications Commands Reference Manual
W446 – SYSMAC CX-Programmer Ver. 6.1 Operation Manual
W447 – SYSMAC CX-Programmer Ver. 6.1 Operation Manual Function Blocks
W444 – CX-One FA Integrated Tool Package Setup Manual
W445 – CX-Integrator Operation Manual
W344 – CX-Protocol Operation Manual
You can download the PLC program as discussed above here.
Next time we will look at establishing communication with the CP1H PLC.
Watch on YouTube : Omron CP1H CX Programmer
If you have any questions or need further information please contact me.
Thank you,
Garry
If you’re like most of my readers, you’re committed to learning about technology. Numbering systems used in PLCs are not difficult to learn and understand. We will walk through the numbering systems used in PLCs. This includes Bits, Decimal, Hexadecimal, ASCII, and Floating Point.
To get this free article, subscribe to my free email newsletter.
Use the information to inform other people how numbering systems work. Sign up now.

The ‘Robust Data Logging for Free’ eBook is also available as a free download. The link is included when you subscribe to ACC Automation.