Assign Static IP to CLICK PLUS PLC Easily!

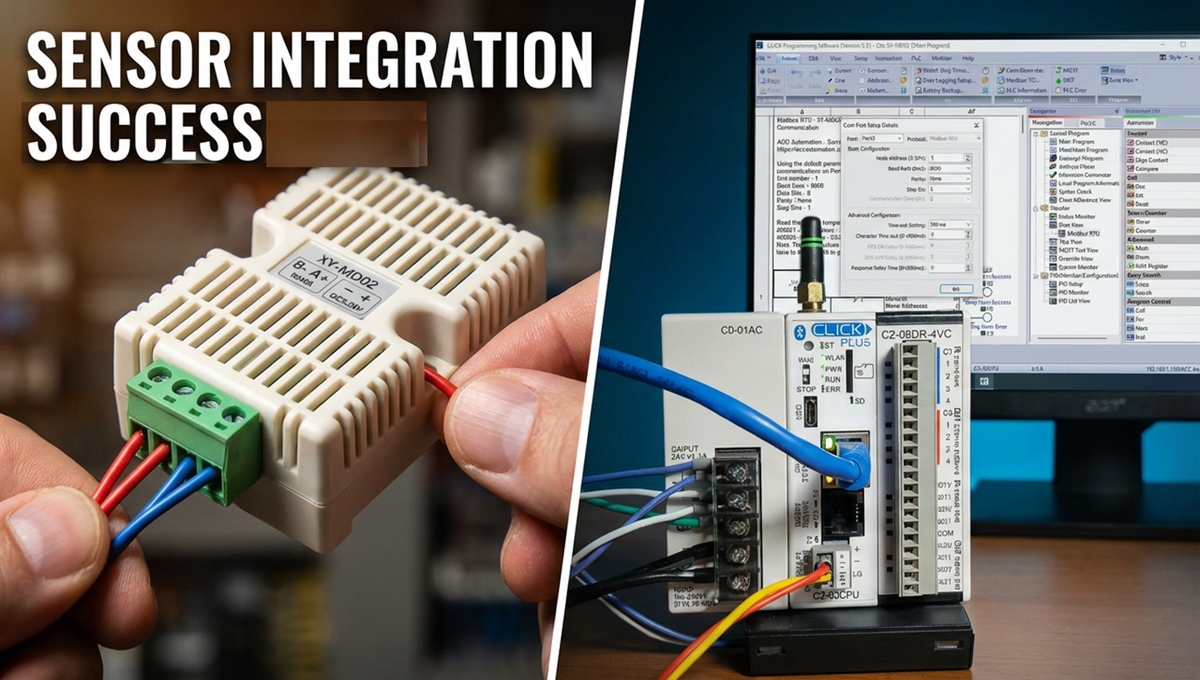
Assign a static IP to CLICK PLUS PLC easily! You know the drill. Another project, another piece of hardware. This time, it was a Click PLUS PLC. We had previously assembled the hardware using the Automation Direct website to ensure that all of the components were accounted for. Before it could orchestrate a single solenoid … Read more