Previously we created our first program using the Productivity Suite Software and transferred this to our connected Productivity 2000 Series PLC. One of the most important aspects of programming the PLC is to document. This will aid you and your team in programming, troubleshooting, and modifying the automation control system. Your documentation should read like a book so information can be quickly obtained when required. Time spent on the PLC documentation will be priceless when you go to read your program in 1, 3, or 10 years from now. The Productivity Suite software provides several different methods for documenting your PLC program.
 Tag Names and Details, Task Names and Descriptions, Rung Comments and Instruction comments are the ways that we will be looking at documenting our PLC program. Let’s get started.
Tag Names and Details, Task Names and Descriptions, Rung Comments and Instruction comments are the ways that we will be looking at documenting our PLC program. Let’s get started.
Previously in this Productivity 2000 series PLC, we have discussed:
P2000 Hardware Features – Video
Productivity Suite Software Install – Video
Communication (System Configuration) – Video
First Program – Video
Debug Mode – Video
Productivity PLC Documentation
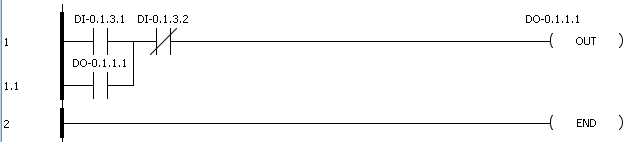
The productivity suite software has several different ways to document your PLC program. We will start with the start-stop circuit that we made last time for our first program.
 Details on the stop-start circuit can be found here.
Details on the stop-start circuit can be found here.
Tag Database – Productivity PLC Documenting Program
Open the tag database by clicking on the Tag Database under the Write Program heading in the Application Tools.
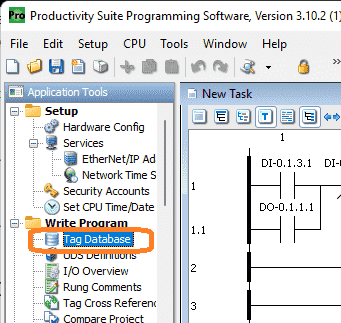 You can also use the main menu | Edit | Tag Database to access the tag database.
You can also use the main menu | Edit | Tag Database to access the tag database.
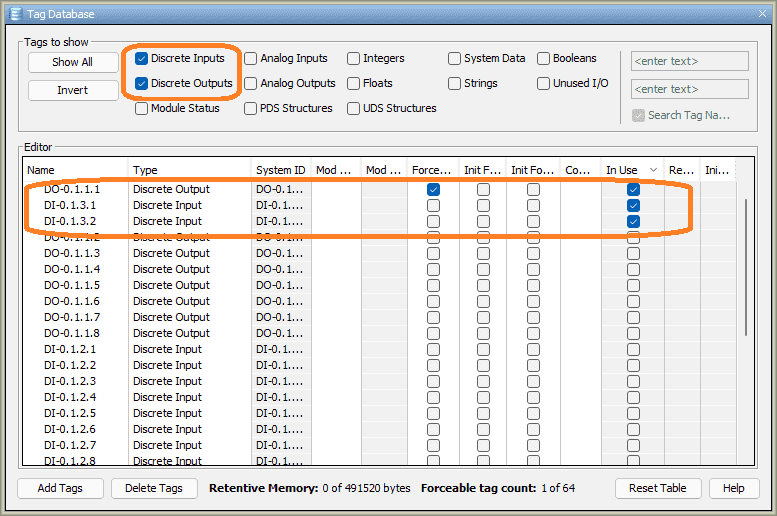 Select the Discrete Inputs and Discrete Outputs only. You can quickly use these selections to view the parts of the tag database that you want to modify or view.
Select the Discrete Inputs and Discrete Outputs only. You can quickly use these selections to view the parts of the tag database that you want to modify or view.
Under the Editor, there are several columns of information that we will explain later. On the far right side, you will see the column named “In Use”. This will be checked if your program is using the tag. I have moved this column next to the “I/O Address” by clicking it and dragging it over. Clicking the top of the column will sort the tags so all of the tags in use will be at the top of the list.
These are the default names for the discrete (on/off) inputs and outputs. We can change the name of the tag by double-clicking the tag name and entering a new one.
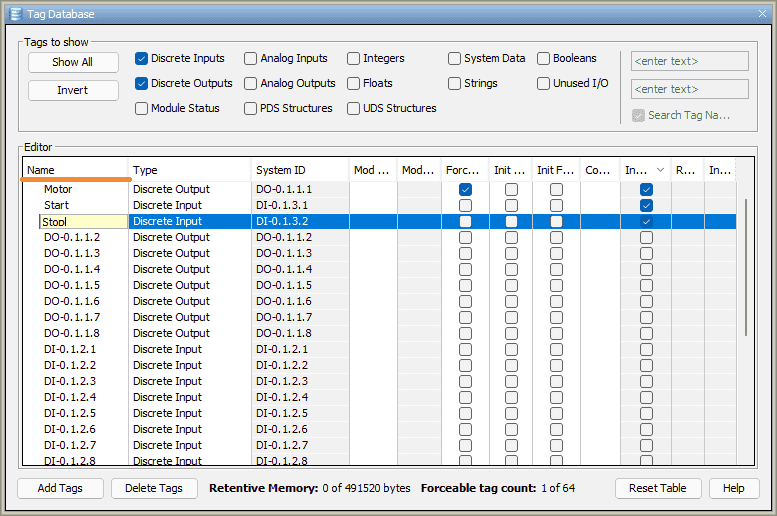 Once we have the names for our inputs and outputs in the tag database, move the column over that says “Forcible”. This means that when we are monitoring our program we can overwrite the input or output and turn this on or off. Place a check to make the Motor and the Start tags forceable. Leave the Stop tag unchecked. We will see this in action during the monitoring of our program. Close the tag database by clicking the X in the top right corner.
Once we have the names for our inputs and outputs in the tag database, move the column over that says “Forcible”. This means that when we are monitoring our program we can overwrite the input or output and turn this on or off. Place a check to make the Motor and the Start tags forceable. Leave the Stop tag unchecked. We will see this in action during the monitoring of our program. Close the tag database by clicking the X in the top right corner.
 You will notice now that our program has now changed the default names with the names that we have selected for the tags. The tag name and details icon will display or hide this information. The tag name is on by default. Click the tag details icon in the ladder editor window to display. Tag details will show the address/information of the contacts from our tag database.
You will notice now that our program has now changed the default names with the names that we have selected for the tags. The tag name and details icon will display or hide this information. The tag name is on by default. Click the tag details icon in the ladder editor window to display. Tag details will show the address/information of the contacts from our tag database.
Tasks – Productivity PLC Documenting Program
Tasks are located under Task Management. If the panel is not displaying on your window then go to the main menu | Tools | Task Management Panel.
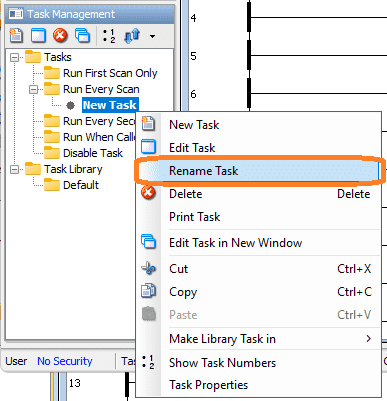 You can rename the task by right-clicking the task and clicking Rename Task. We have changed our task name to Start Stop Motor.
You can rename the task by right-clicking the task and clicking Rename Task. We have changed our task name to Start Stop Motor.
Right-click the Start Stop Motor task again and select Task Properties.
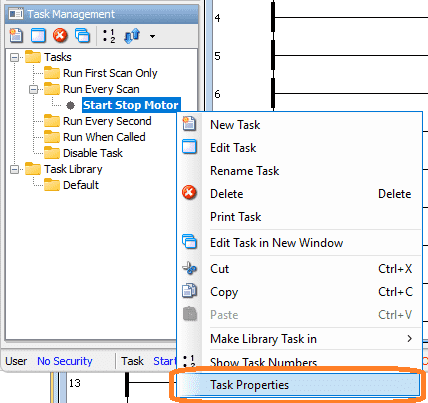 The task properties window will now appear.
The task properties window will now appear.
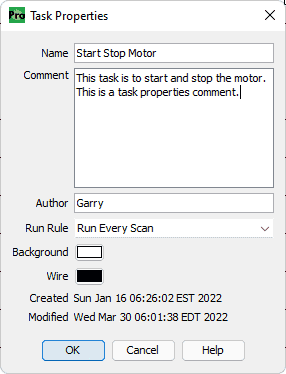 There are several items you can change in this window.
There are several items you can change in this window.
Name: – We can change the name of the task here as well
Comment: – Write a comment on what the task is doing in our program.
Author – This may be helpful to speak to the individual about a section of the program they programmed.
Background – You may change the background color of the Ladder Editor Window for this task.
Wire – You may change the color of the wire symbols of the Ladder Editor Window of this task
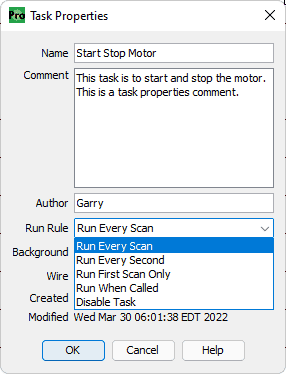
Run Rule: The task can be run in a few different ways. Currently, we will Run Every Scan. Another way to change this is to click and drag the task under the appropriate heading in the Task Management Panel.
 Click OK to close the window.
Click OK to close the window.
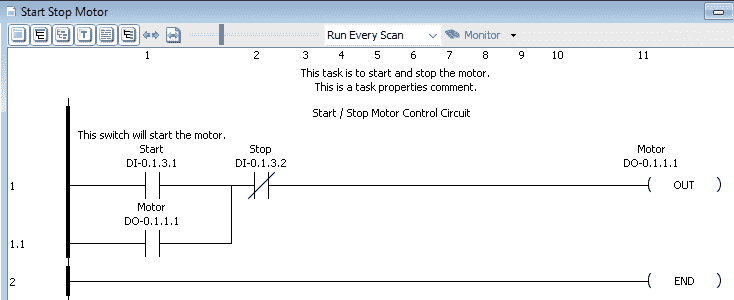
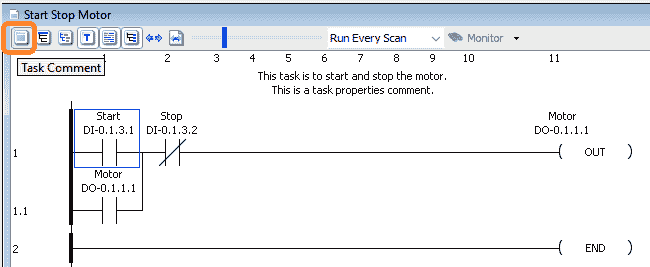 On our Ladder Editor Window, the name of the task now appears at the top of the window. Selecting the first icon (Task Comment) will display our comment for our Start Stop Motor task.
On our Ladder Editor Window, the name of the task now appears at the top of the window. Selecting the first icon (Task Comment) will display our comment for our Start Stop Motor task.
Rung Comments – Productivity PLC Documenting Program
Rung comments will allow us to document each rung of our PLC within the task.
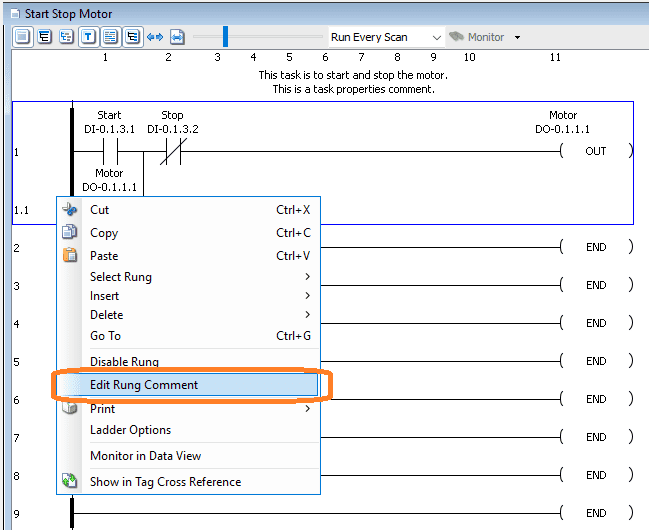 Right-click on the rung in the Ladder Editor Window and select Edit Rung Comment.
Right-click on the rung in the Ladder Editor Window and select Edit Rung Comment.
 We can now enter the rung comment for the circuit. Type “Start / Stop Motor Control Circuit” Then hit OK.
We can now enter the rung comment for the circuit. Type “Start / Stop Motor Control Circuit” Then hit OK.
Select the Rung Comment icon in the Ladder Editor Window.
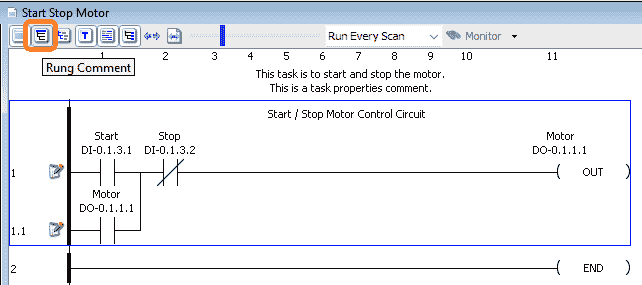 The rung comments will now show up in the rung. As we progress through the PLC documentation methods, our program is getting easier to understand.
The rung comments will now show up in the rung. As we progress through the PLC documentation methods, our program is getting easier to understand.
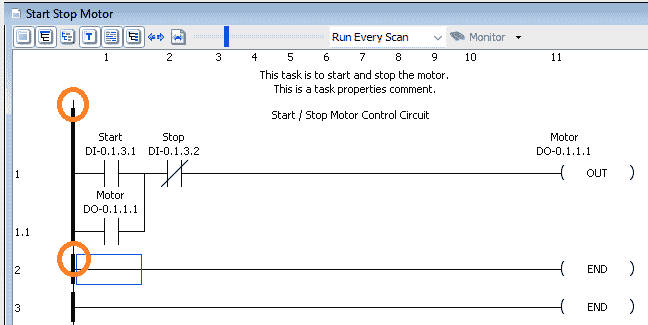 To quickly get to the rung comments in the ladder editor window, ensure that the rung comment icon is on. Double click on the top of the starting rung to call up the current rung comment window. The top circle will be for rung 1 comment and the bottom circle will be for rung 2 comment in the above picture.
To quickly get to the rung comments in the ladder editor window, ensure that the rung comment icon is on. Double click on the top of the starting rung to call up the current rung comment window. The top circle will be for rung 1 comment and the bottom circle will be for rung 2 comment in the above picture.
We can also access all of the rung comments in our task by using the main menu | Edit | Rung Comments.
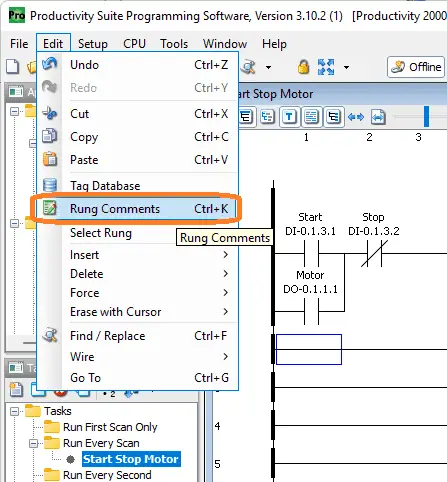 The keyboard shortcut of Ctrl + K will also call the rung comments.
The keyboard shortcut of Ctrl + K will also call the rung comments.
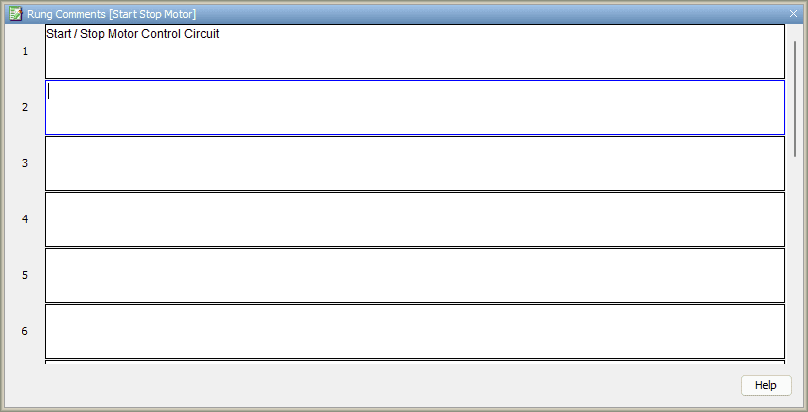 This will show you all of the comments on the task. Clicking each of the rungs will allow you to enter or modify the rung comment.
This will show you all of the comments on the task. Clicking each of the rungs will allow you to enter or modify the rung comment.
Click the X in the top right corner of the window to close the rung comments.
Instruction Comments – Productivity PLC Documenting Program
Instruction comments are associated with the instruction (location) within the rung of your task. This allows you to comment on the purpose of using the instruction in that position.
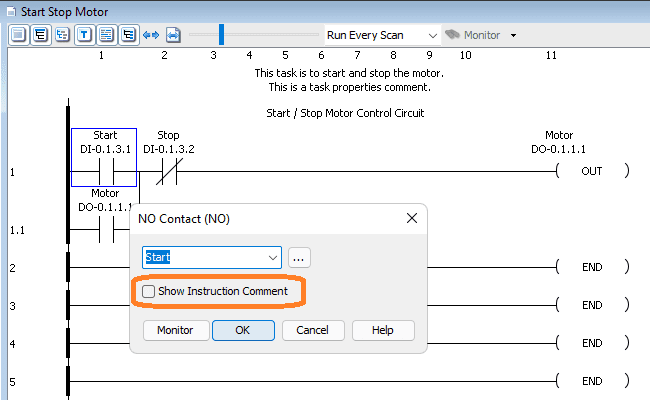 Each of your instructions can have a comment. As you make the program or after the program is complete, double click the instruction.
Each of your instructions can have a comment. As you make the program or after the program is complete, double click the instruction.
 Select the Show Instruction Comment.
Select the Show Instruction Comment.
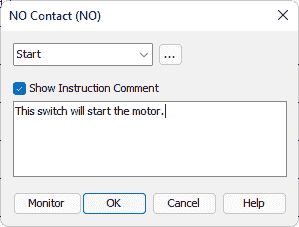
Enter the instruction comment and hit OK. Enter comments for all of the other instructions in the rung.
 The symbol to the left of the rung means that we need to save our program. We can do this by the save icon on the main menu or select File | Save Project from the main menu.
The symbol to the left of the rung means that we need to save our program. We can do this by the save icon on the main menu or select File | Save Project from the main menu.
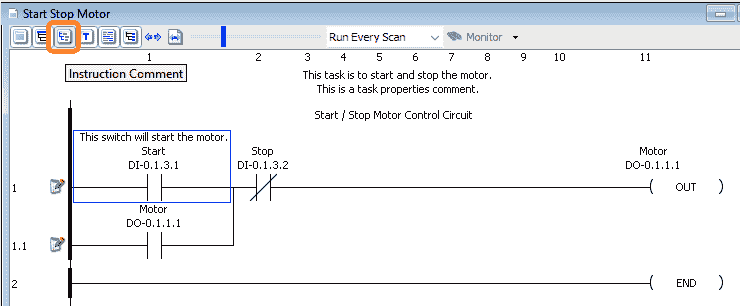
To display our instruction comments on the ladder editor window, click the Instruction Comment icon on the menu.
You may have to now resize the screen in order to read all of the information now that is presented.
Productivity PLC Documenting Program
Our program has been transformed with the documentation that is provided with the Productivity Suite Software. This will make programs easier to read, troubleshoot, modify and create.
 The documentation will be part of the program when you download this to the Productivity PLC. This means that you would not require the original program to see all of the comments and names associated with the inputs, outputs, and program.
The documentation will be part of the program when you download this to the Productivity PLC. This means that you would not require the original program to see all of the comments and names associated with the inputs, outputs, and program.
Watch the video below to see all of the ways to document our program in our Productivity 1000 Series PLC.
Download the fully documented PLC program here.
Productivity 2000 Series PLC from Automation Direct
Overview Link (Additional Information on the Unit)
Configuration (Configure and purchase a system – BOM)
User Manual and Inserts (Installation and Setup Guides)
Productivity Suite Overview (Features of the fully functional free software package for the Productivity Family of PLC (PAC) controllers)
Productivity Suite Programming Software (Free Download Link)
This software contains all of the instructions and helps files for the Productivity Series.
Watch on YouTube: Productivity 2000 Series PLC Program Documentation
If you have any questions or need further information please contact me.
Thank you,
Garry
If you’re like most of my readers, you’re committed to learning about technology. Numbering systems used in PLCs are not difficult to learn and understand. We will walk through the numbering systems used in PLCs. This includes Bits, Decimal, Hexadecimal, ASCII, and Floating Point.
To get this free article, subscribe to my free email newsletter.
Use the information to inform other people how numbering systems work. Sign up now.

The ‘Robust Data Logging for Free’ eBook is also available as a free download. The link is included when you subscribe to ACC Automation.