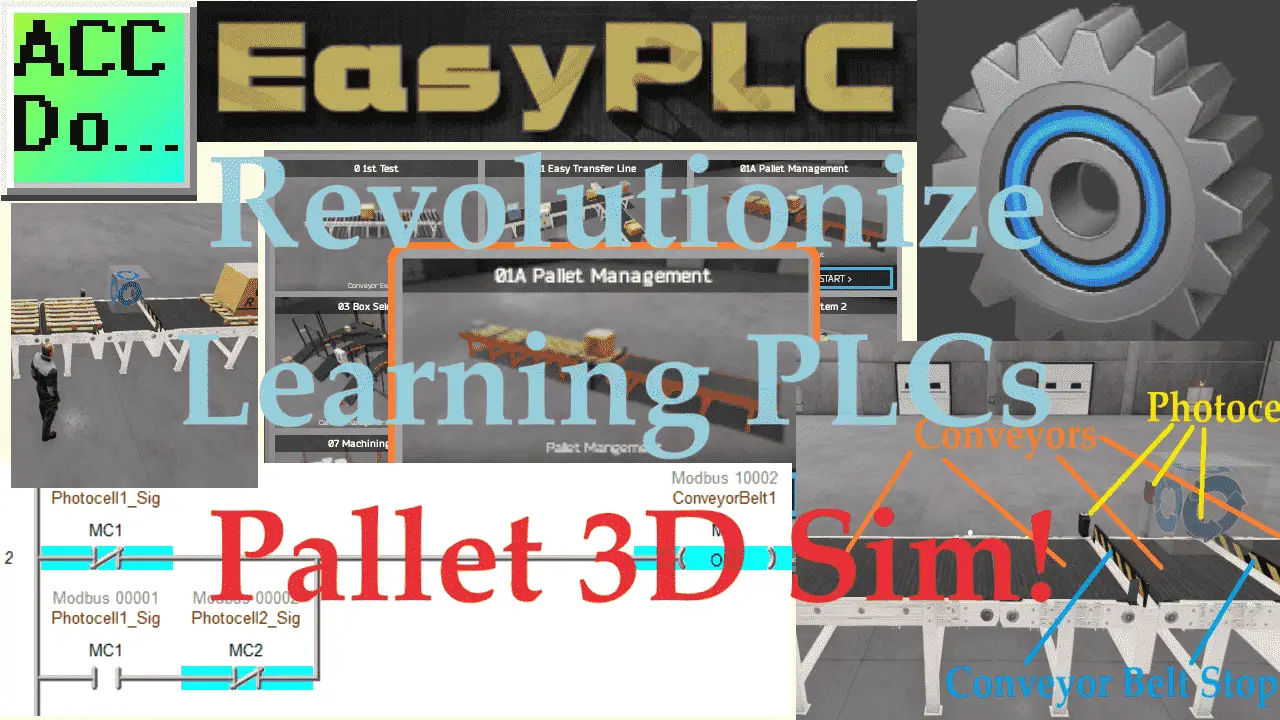
EasyPLC 4.1 Modbus Server: Industrial Automation Game-Changer
The latest Machine Simulator (EasyPLC) version, 4.1, now has a Modbus Server driver. This will allow the PLC or other controlling device to be the Client in the Modbus network. Machine simulators play a crucial role in industrial automation as they allow you to replicate real-world scenarios and test the functionality of different machines in … Read more