An array is a storage area for a group of common data type tags. They usually have some relationship to each other and need to be manipulated as a group.
 Last time we defined an array and use this in an indirect addressing program. It sequenced bits in an output card indirectly. In this second part we will be looking at the following instructions:
Last time we defined an array and use this in an indirect addressing program. It sequenced bits in an output card indirectly. In this second part we will be looking at the following instructions:
Array Statistics (STA) – This will perform operations such as Summing, Averaging, Minimum Value, and Median Value on an Array.
Copy Array (CPA) – Copy a block of 1 or 2-dimensional arrays into a destination array.
Fill Array (FLA) – Copy a value to a block of array elements
Shift / Rotate Array (SRA) – Concurrently Shift or Rotate values in an Array.
Let’s get started with the Productivity 1000 Series PLC arrays part 2.
Previously in this Productivity 1000 series PLC we have discussed:
System Hardware – Video
Installing the Software – Video
Establishing Communication – Video
First Program – Video
Documenting the Program – Video
Monitoring and Testing the Program – Video
Online Editing and Debug Mode – Video
Numbering Systems and Tag Database – Video
Contact and Coil Instructions – Video
Timer Instructions – Video
Counter Instructions – Video
Math Instructions – Video
Data Handling Instructions Part 1 – Video
Data Handling Instructions Part 2 – Video
Array Functions Part 1 – Video
Productivity Array Statistics (STA)
This instruction will perform statistical operations such as Summing, Averaging, Minimum Value, and Median Value on an Array.
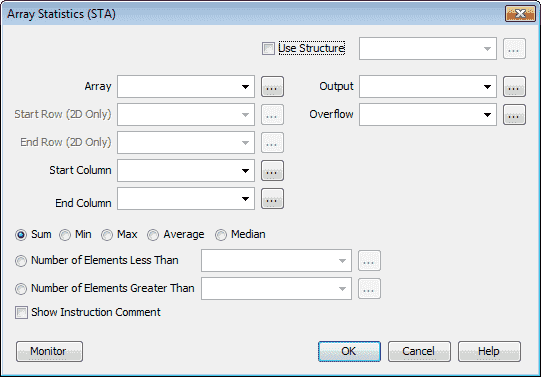
We will use a structure with this instruction. (Sta_Array) If we did not then you will have to specify an address for all of the parameters required for the instruction.
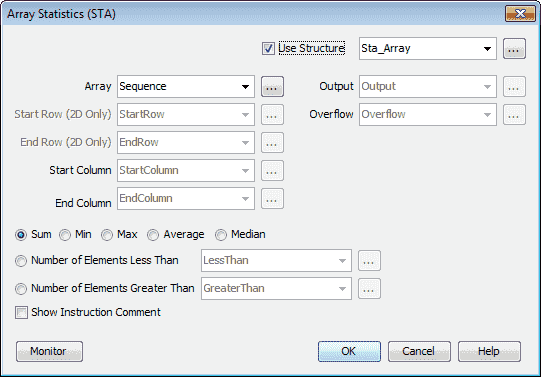
We will use the Array called Sequence from last time. We will sum the elements in the array. Minimum, Maximum, Average and Median are also available as part of the array statistics instruction. Select OK.
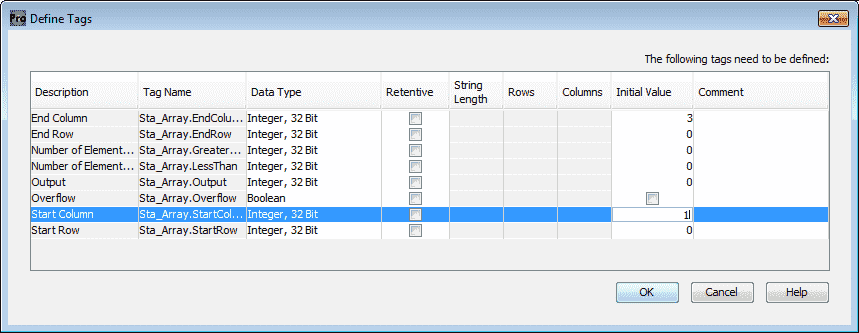
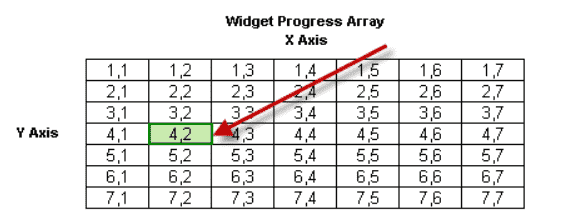
Our tags can now be defined. Set the End Column to the initial value of 3 and the Start Column to the initial value of 1. Our instruction will add (sum) the elements of the 1D array starting at 1 and ending at 3.
Note: All arrays will start with 1.
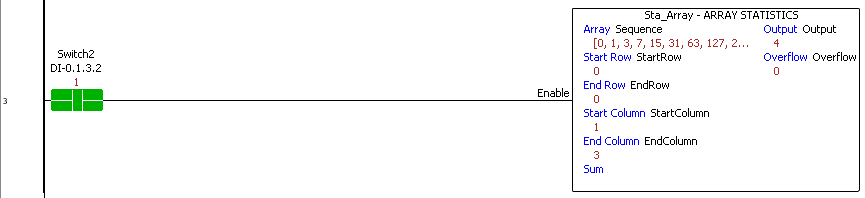
Switch 2 is used to execute the Array Statistics instruction. Our Array Sequence has the elements 0, 1 and 3 added together. This will put the value of 4 in the output parameter.
If our End Column was changed to 4, the result (Sum) would be 11. (0 + 1 + 3 + 7)
Productivity Copy Array (CPA)
This instruction will copy a block of 1 or 2 dimensional arrays into a destination array.
The first thing that we need to do is add two arrays. Call up the tag database by hitting the icon under the Write Program in the Application Tools or from the main menu | Edit | Tag Database. When the tag database window appears, select add tags at the bottom left of the window.
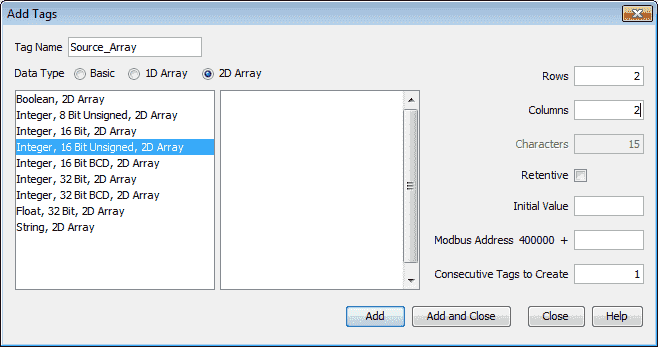
Call this Source_Array. The data type will be 2D Array and Integer, 16 Bit Unsigned, 2D Array. We will make this array 2 rows by 2 columns. Hit Add to add the array.
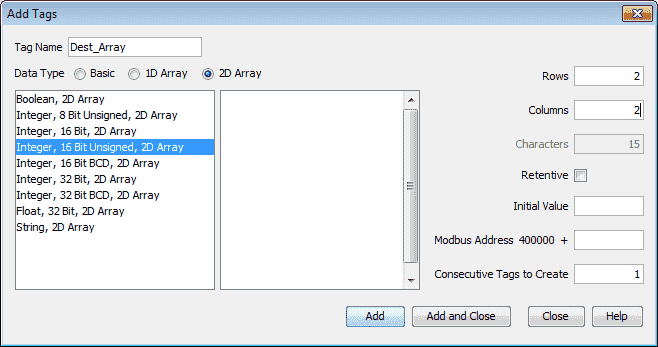
Our second array will be called Dest_Array. The data type will also be 2D Array, Integer, 16 Bit Unsigned. The size will be the same as the Source_Array, 2 rows by 2 columns. Hit Add and Close.
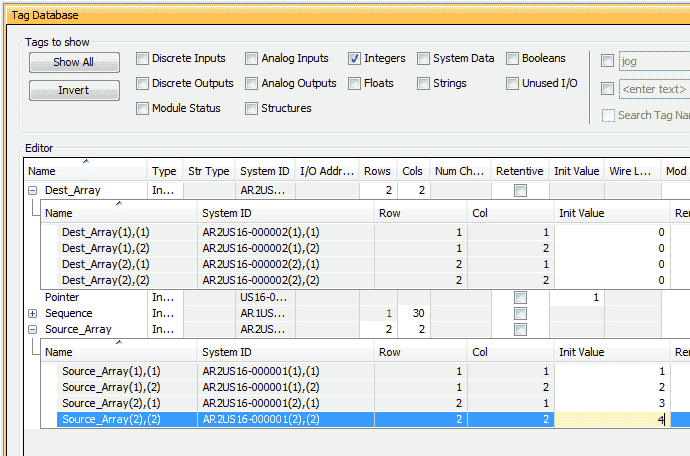
Under the Tag Database window, ensure that tag Integers are select. You will see our two new arrays. We will leave the initial values in the Dest_Array as 0. Change the Source_Array values to 1, 2, 3, and 4 respectfully.

We will use a structure with this instruction called CPA_Array. The Source Array will be Source_Array and the Destination Array will be Dest_Array that we have created above.
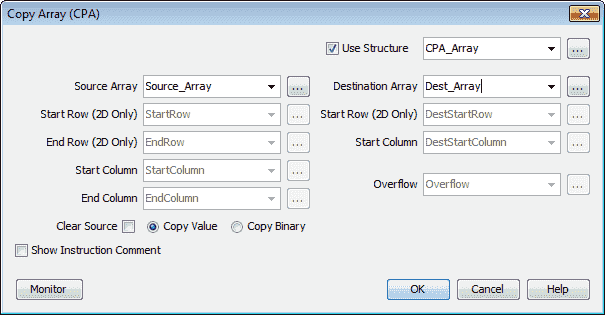
Ensure that the Copy Value is selected. Notice that we can also select Clear Source and Copy Binary. Hit OK.
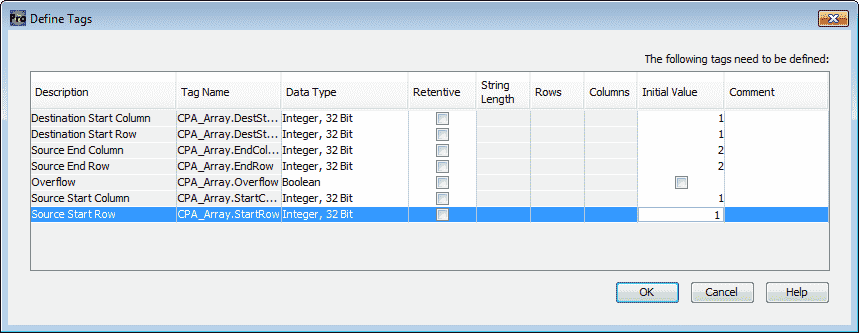
We can now define our tags for the instruction. Our Destination Start Row and Column will be set for 1, 1. The Source Start Row and Column will also be set for 1, 1. Source End Row and Column will be set for 2, 2. This will copy the entire source array values into the destination array values.
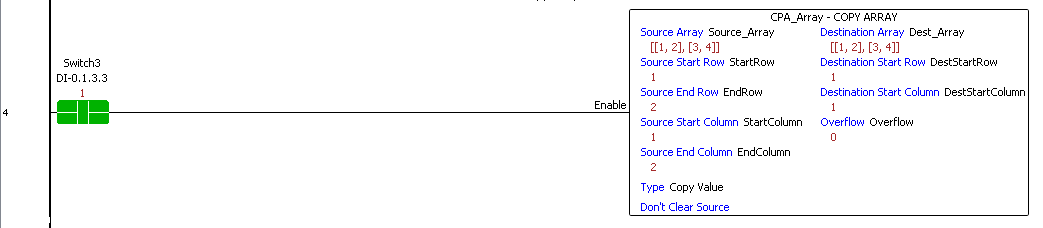
When switch 3 is enabled our copy is executed. You will see the source array is copied to the destination array.
Productivity Fill Array (FLA)
This instruction will copy a value to a block of array elements.
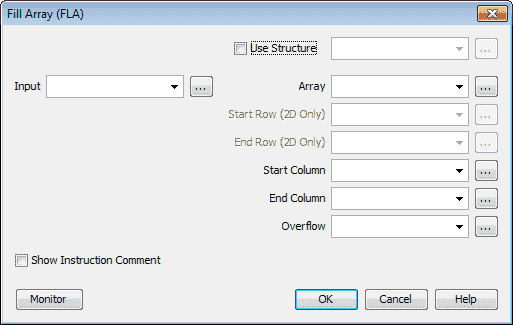
We will use the structure name FLA_Array. The array that we will fill will be the Dest_Array that we have created above.
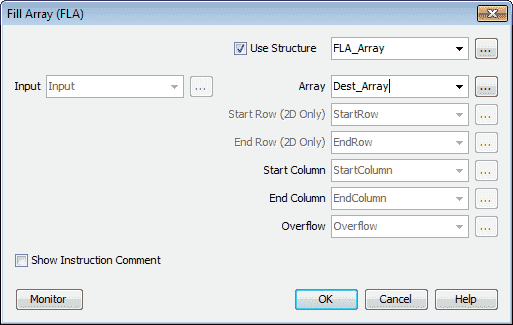
Hit OK.
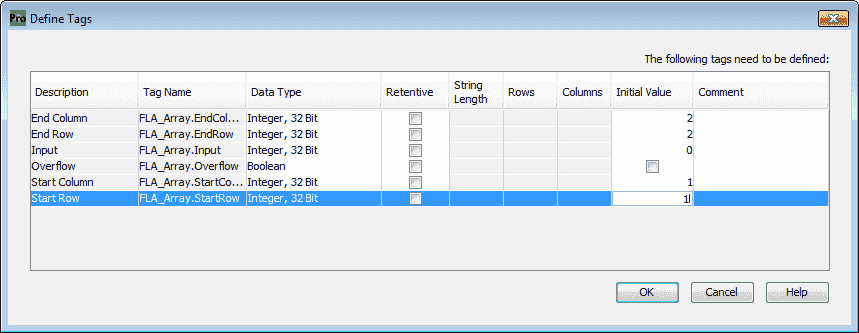
Define the following tags for our instruction:
Start Row – 1
Start Column – 1
End Row – 2
End Column – 2
Input = 0 (This will fill the elements in our array with the value of 0.)
This will fill our entire array. Hit OK.
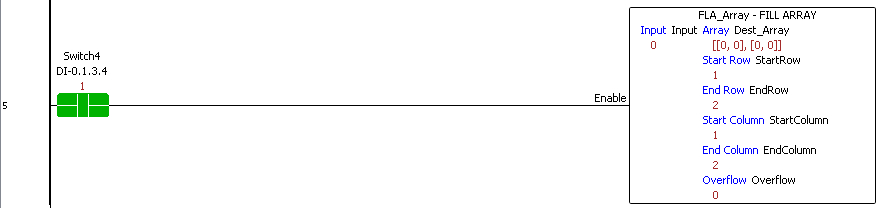
When switch 4 is energized the array will be filled with the input value based on the starting and ending locations we specified. In our case, we have zeroed the Dest_Array that we copied from the previous example.
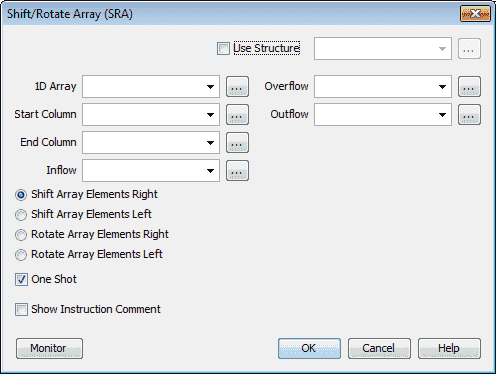
Productivity Shift / Rotate Array (SRA)
This instruction will concurrently Shift or Rotate values in an Array.
We will first create a 1 dimensional array called Sft_Array.
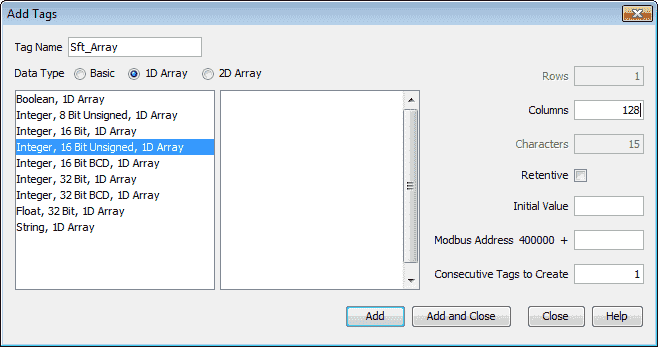
The array will be Integer, 16 Bit Unsigned, 1D Array. We will have 128 columns (elements) to shift or rotate.
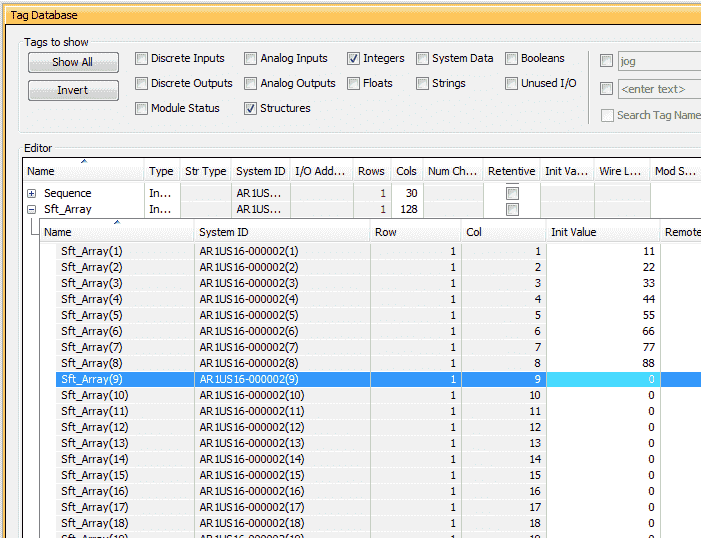
Fill in the first few elements of the array. In our example, we are using 11, 22, 33, 44, etc.
The structure name will be SRA_Array and the 1D array will be Sft_Array that we have created above.
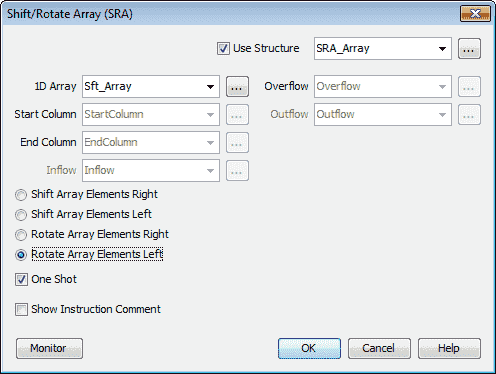
Select the Rotate Array Elements Left and ensure that the One-Shot is selected. This means that the instruction will execute only on a transition from off to on. Select OK.
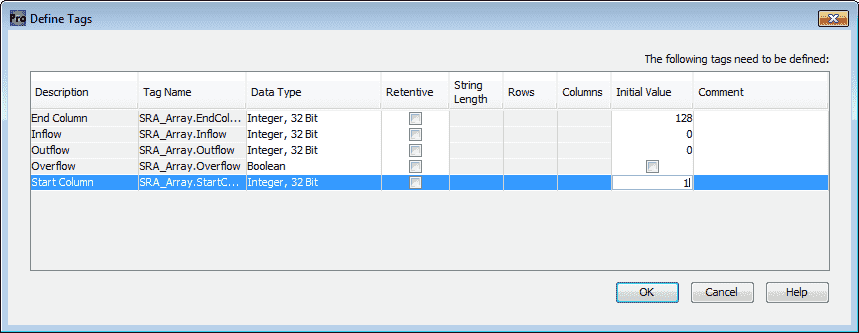
We can now define the tags in our structure. The End column will be set for 128 and the Start column will be set for 1. This will rotate our entire array. Hit OK.

Switch 5 will execute the Shift Rotate Array instruction on the leading edge. (One-Shot) We are rotating the elements left so the elements all get shifted and the element in the first element gets moved (rotated) to the last element.
Download the PLC program here.
Watch the video below to see the array instructions that we created in action running on our Productivity 1000 Series PLC.
Productivity 1000 Series PLC from Automation Direct
Overview Link (Additional Information on the Unit)
Configuration (Configure and purchase a system – BOM)
User Manual and Inserts (Installation and Setup Guides)
Productivity Suite Programming Software (Free Download Link)
This software contains all of the instruction sets and help files for the Productivity Series.
Next time we will finish looking at the array functions in the Productivity 1000 Series PLC. This will include the following array instructions:
Pack Boolean Array
Pack Word Array
UnPack Boolean Array
UnPack Word Array
Watch on YouTube: Productivity 1000 Series PLC Array Functions Part 2
If you have any questions or need further information please contact me.
Thank you,
Garry
If you’re like most of my readers, you’re committed to learning about technology. Numbering systems used in PLC’s are not difficult to learn and understand. We will walk through the numbering systems used in PLCs. This includes Bits, Decimal, Hexadecimal, ASCII and Floating Point.
To get this free article, subscribe to my free email newsletter.
Use the information to inform other people how numbering systems work. Sign up now.

The ‘Robust Data Logging for Free’ eBook is also available as a free download. The link is included when you subscribe to ACC Automation.