How to make a Start Stop Jog circuit in a PLC
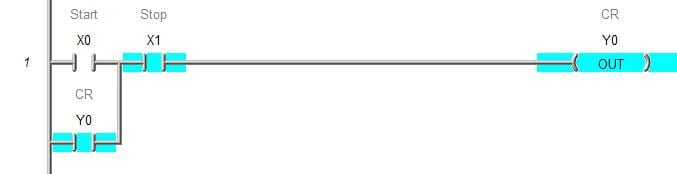
Looking at a stop-start jog circuit in the PLC will help us understand the differences in hard-wiring the circuit and programming. Basic Start Stop Circuit Let’s start with the primary start-stop circuit. Here is what it looks like hard-wired. (Physical switches wired to outputs devices, such as motor contactors and relays.) When the start pushbutton … Read more