Learn PLC Programming Free Now – Video
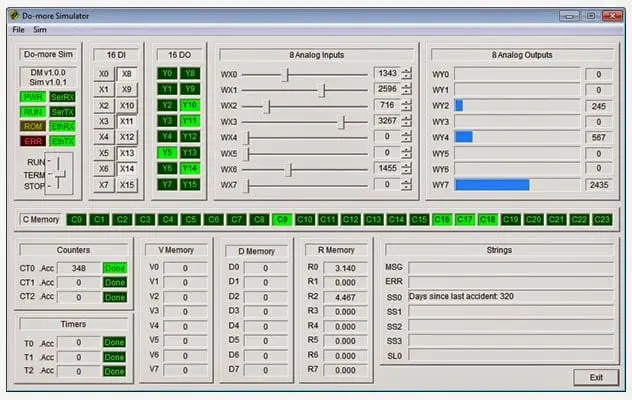
We can learn plc free by using the Do-More Designer simulator. This is free, fully functional programming and simulator software. The PLC simulator also allows communication through the Ethernet and Serial ports of the computer to help you learn about HMI and communication. This video series will take you through the simulator’s basics of installing, … Read more